矿山设备之振动筛的操作和维修保养
作者:红星机器 发表于: 2010-12-14 16:58:18

杨帅军老师 红星技术工程师
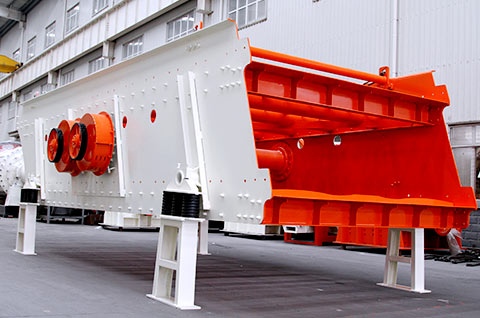
振动筛使用方法
振动筛(震动筛)的操作和维修保养重要,操作不当,很有可能影响振动筛的使用寿命,合理的维修保养可以延长振动筛的寿命:
(1)在开车前,操作者应对振动筛两侧同时检查油面高度,油面太高会导致激振器温度上升或运转困难,油面太低会导致轴承的过早损坏。
(2)检查全部螺栓的紧固程度,并且在工作8h后,重新紧固一次。
.jpg)
(3)检查V带的张紧力,避免在起动或工作中打滑,并且确保V带轮的对正性。
(4)确保所有运动件与固定物之间的间隙。
(5)筛子应在没有负荷的情况下起动,待筛子运行平稳后,方能开始给料,停机前应先停止给料,待筛面上的物料排净后再停机。
(6)给料溜槽应尽可能靠近给料端,并尽可能沿筛子全宽均布给料,其方向与筛面上物料运行方向一致,从而得到较好的筛分效果。给料点到筛面的落差不大于500mm,确保物料对筛面的冲击。
(7)激振器顺料流方向回转时,增加物料运行速度,可增加生产能力,但降低筛分效率;当激振器逆料流方向回转时,减小物料运行速度,降低生产能力,可提高筛分效率。
.jpg)
振动筛的维修与保养
(1)筛机出厂时,激振器内注有润滑油,兼有防腐性能,有效期三个月。存放期超过三个月后,运转20min,还可继续防腐三个月,工作时必须换上清洁的润滑油。
(2)经常保持激振器通气孔的畅通(因堵塞易导致漏油)。如果畅通后仍然漏油,就应更换油封。
(3)轴承正常工作不应超过75℃,新激振器因为有一个跑合过程,故可能温度略高,但经过运转8h以后,温度应稳定下来,如果温度继续过高,应检查油的级别、油位和油的清洁度。
(4)保证迷宫槽内充满润滑脂,在灰尘量大的场合下工作,应当更加频繁地加注油脂。
(5)更换V带时,应完全松开电机地脚螺栓,方便地将V带放入带轮槽内,不允许用棍棒或其他物体撬V带,V带的张紧力必须适合,带轮必须对正,在调整张力后,进行48h工作,再重新调整一次。
(6)激振器与筛箱联接的螺栓为高强度螺栓,不允许用普通螺栓代替,必须定期检查紧固情况,每月检查一次。其中任意一个螺栓松动,也会导致其他螺栓剪断,引起筛机损坏。
2015.jpg)
(7)采用环槽铆钉联接的地方,允许用高强度螺栓代替,所有接触面或孔,均应没有铁屑、灰、油、锈和毛刺.
(8)采用的高强度螺栓、螺母和垫圈,必须符合《钢结构用高强度大六角螺栓、大六角螺母、垫圈技术条件》的要求。
(9)为了防止焊接引起的内应力,一般情况下不允许在现场对筛箱及任何辅助件进行焊接,必须焊接时,应由熟练的操作人员进行。建议采用以下步骤:
①为防止裂纹延伸,在裂纹的每一端钻6mm直径的孔。
②用圆铲子沿裂纹两面铲出坡口。
③先预热60℃左右,用3mm直径的电焊条(相对应的牌号),并防止任何夹渣和咬肉现象。
④磨平两侧突起的焊肉,焊上补强板。
⑤如果需要在筛面托架横梁上焊接时,所有焊缝应是平行于横梁,不可横向焊接。
⑥采用交流电焊接时,筛箱应接地,防止电流通过轴承,否则,易导致轴承的损坏。
.jpg)
(10)火焰切割时,切割面周围也会产生应力,所以,建议筛箱上的任何附加孔都应该钻成。
(11)在编织振动筛筛网与筛网托架之间,配备有专用的减振橡胶条。为了使筛网达到使用寿命,应使橡胶条恰当地位于两者之间,发现损坏的减振橡胶条应及时更换。
(12)更换编织筛网时,应保证筛箱两侧板与筛网钩子之间有相等的间隙,先紧固中间压紧扁钢,同时拉紧张紧板保持筛网表面张力均匀,并用手锤沿全长轻轻敲打,检查张紧情况。若接触不好,张力不够或者不匀,是筛网过早损坏的重要原因之一。
(13)张紧板导向角钢是可调的,安装筛网时,应先松开导向角钢螺栓,使上下可以移动,筛网放妥后,先拧动张紧螺栓,给张紧板一个轻微压力,然后驱动导向角钢,直到筛网紧靠在筛面托架上为止,再牢固旋紧导向角钢螺.
(14)筛网钩条长度必须和张紧板长度一致,当筛网孔径小于16mm时,筛网需在一端留有搭接用20mm的延长量
(15)拆卸振动筛振动器时,从外向里逐件谨慎拆卸,避免人为地损伤零件部件。尤其拆卸平衡轮时,一定要使用拆卸器,拆下的零部件应逐件清洗,并仔细检查,发现损坏,应及时修复或者更换。
.jpg)
上面的分析只是典型问题,实际操作要具体问题具体分析,在使用过程中遇到问题随时做好记录。

 下一篇:矿山设备知识之大型球磨机安装说明
下一篇:矿山设备知识之大型球磨机安装说明
如需了解设备的优惠报价、选型、配置方案等相关资讯,可以留下您的需求。
专车接待 实地考察 免费制定方案
-
 重型双层圆振动筛聚氨酯筛网可行性分析
2015-12-26 16:03:12
重型双层圆振动筛聚氨酯筛网可行性分析
2015-12-26 16:03:12
-
(6).jpg) 影响振动筛筛分效果的因素分析
2015-12-11 16:55:39
影响振动筛筛分效果的因素分析
2015-12-11 16:55:39
-
(5).jpg) 提高振动筛工作效率的6大措施
2014-11-06 11:23:14
提高振动筛工作效率的6大措施
2014-11-06 11:23:14
-
(1).jpg) 红星讲解直线振动筛运行须知
2014-03-18 08:23:58
红星讲解直线振动筛运行须知
2014-03-18 08:23:58
-
.jpg) 提高振动筛的粉尘收集装置密封性的几个有效措施
2014-01-20 09:24:56
提高振动筛的粉尘收集装置密封性的几个有效措施
2014-01-20 09:24:56
-
.jpg) 圆振动筛轴承损坏的原因分析及改进措施
2013-12-30 09:06:58
圆振动筛轴承损坏的原因分析及改进措施
2013-12-30 09:06:58
-
.jpg) 圆振动筛正确安装顺序介绍
2013-08-15 10:16:45
圆振动筛正确安装顺序介绍
2013-08-15 10:16:45
-
(4).jpg) 了解直线振动筛在铸造车间砂处理
2013-05-09 08:35:35
了解直线振动筛在铸造车间砂处理
2013-05-09 08:35:35